
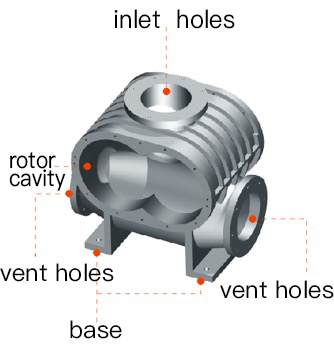
The chassis of blowers casing is for Tri-lobe Roots Blowers, which is mentioned in the cases below. Its most important feature is the little change of low volume while the pressure is adjusted in a permitted range during the application process. In addition, there is a wide selection of operating point for pressure. What's more, it has no process of internal compression and the transmission of air is mandatory. Also, oil is not contained in the transmitting agents. The consistency of dynamic balance for rotor is high, and the overall vibration is low. Therefore, it operated with safety and reliability in a long term. Also, it is very convenient to maintain due to its compact structure. It possesses more advanced structure and higher machining efficiency with improved design. The function of Blower is to transmit the clean air, and it transmits the semi-water gas, water gas, sulfur dioxide, and other neutral gas under purification process as well. However,inflammable, explosive, toxic and highly corrosive agents are not permitted to transmit. It is widely applicable in economic sectors covering metallurgy,light industry, textile, coal, mechanical industry, electric power industry,petroleum, cement industry, chemical engineering industry, construction materials, environmental protection, paper making, sewage disposal, aquaculture industry, and pneumatic conveying.
Crafts:
◆Rough Milling for Equipping Face of Chassis Pedestal and Flange Face of inlet Hole
◆Finish Milling for Equipping Face of Chassis Pedestal and Flange Face of inlet Hole
◆Rough Milling for Rake Face and Flank Face of Rotor cavity
◆Finish Milling for Rake Face and Flank Face of Rotor cavity
◆Rough Milling for Flange Face of vent Hole
◆Finish Milling for Flange Face of vent Hole
◆Rough Boring of Rotor Cavity Hole
◆Finish Boring of Rotor Cavity Hole
◆Thread Hole Drilling for Rake Face and Flank Face of Rotor Cavity
◆Locating Hole Drilling for Rake Face and Flank Face of Rotor Cavity
◆Bolt Hole Drilling on Pedestal
◆Thread Hole Drilling for Flange Face of Vent Hole and Inlet Hole
◆Hole Chamfering for Thread Holes and Bolt Holes on Each Faces
◆Thread Hole-making for Rake Face and Flank Face of Rotor Cavity
◆Thread Hole Tapping for Flange Face of vent hole and inlet hole
Rough Milling for Equipping Face of Chassis Pedestal and Flange Face of inlet Hole
Rough Milling for Rake Face and Flank Face of Rotor Cavity
FMD02 Series of Face Milling Tools
Rough Milling for Flange Face of vent Hole
FMD 02Series of Face Milling Tools
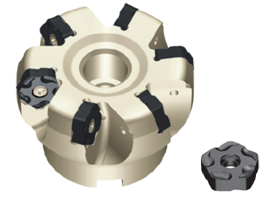
Tool: FMD02-100-B32-PN11-10
Insert: YBD252/PNEG110512R-CR
Cutting data: V=
Finish Milling for Equipping Face of Chassis Pedestal and Flange Face of inlet Hole
Finish Milling for Rake Face and Flank Face of Rotor Cavity
FMP02 Series of Face Milling Tools
Finish Milling for Flange Face of vent Hole -
FMP02 Series of Face Milling Tools


Tool: FMP02-100-B32-SE09-08
Insert: YBG202/SEET09T308PER-PF
Cutting data: V=
Rough Boring of Rotor Cavity Hole
Tool: FMP02-100-B32-SE09-08
Insert: YBG202/SEET09T308PER-PF
Cutting data: V=
Finish Boring of Rotor Cavity Hole----large diameter boring cutter
Tool: LD60-D380-400455
LR170-CN12(seat)
Insert: YBD152/CCMG120408-PM
Cutting data: V=
Tool: LD60-D380-400455-40L(cutter head)
F114-67153-CC06(Chuck)
FB90-LD-65*75(Seat)
LCW94-65*72(Balancing Weight)
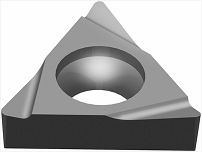
Tool: YNG151C/CCGT060204-SF
Cutting data: V=180m/min f=0.05mm/z ap=0.3mm
Thread Hole Drilling For Rake Face and Flank Face of Rotor Cavity
Tool: 1576PC05-1750
Cutting data: n=1800r/min f=

Locating Hole Drilling for Rake Face and Flank Face of Rotor Cavity
Tool: 1576PC05-1750
Cutting data: n=1600r/min f=

Bolt Hole Drilling on Pedestal
Tool: ZTD02-280-XP32-SP09-02
Insert: YBG205/SPGT090408-PM(External edge)
YBG212/SPGT090408-PM(Internal edge)

Tool: 1576PC05-1400
Cutting data: n=2100r/min f=

Hole Chamfering for ThreadHoles and Bolt Holes on Each Faces
Tool: 1143SC90-2000
Cutting data: n=1600r/min f=

Thread Hole-making for Rake Face and Flank Face of Rotor Cavity
Tool: 4111-M20*2.5
Cutting data: V=

Thread Hole Tapping for Flange Face of vent hole and inlet hole
Tool: 4201-M16*2-6H
